Руководство по эксплуатации
блока управления Coolmay®
шлифовально-заточного станка ON1500PL
rev.2

Москва
2023
Устройство
предназначено для управления станком по заданной программе, которая может
изменяться оператором в зависимости от потребностей обработки, обрабатываемых
материалов и инструментов.
Блок
управления представляет собой гибридное устройство включающее в себя
Программируемый Логический Контроллер (ПЛК) и Человеко-машинный интерфейс
(ЧМИ).
ОПИСАНИЕ
ИНТЕРФЕЙСА
При старте
системы отображается след. окно.
При клике на времени или дате
откроется окно настроек системы следующего вида:

Верхний ползунок предназначен для
настройки яркости дисплея.
Нижний ползунок предназначен для
настройки громкости звуковых сигналов.
Так же здесь можно выполнить
калибровку экрана устройства, выбрать предпочтительный язык интерфейса и
настроить дату/время системы. Кнопка ![]() Возврат
в предыдущее окно. Кнопка
Возврат
в предыдущее окно. Кнопка ![]() –
переход в основное окно программы.
–
переход в основное окно программы.
Описание элементов управления
главного окна программы.
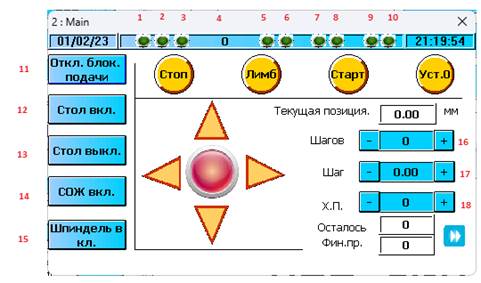
1.Индикатор левого ограничителя
горизонтального перемещения.
2. Индикатор правого ограничителя
горизонтального перемещения.
3. Индикатор нижнего ограничителя
вертикального перемещения.
4. Скорость подачи горизонталь.
(относительные единицы Max 4000 Min 10)
5. Индикация управляющего выхода
подачи влево.
6. Индикация управляющего выхода
подачи вправо.
7. Индикация упр. выхода направления
вертикально подачи инструмента.
8. Индикация импульса подачи
инструмента.
9. Индикация управляющего выхода
включения магнитного стола
10. Индикация управляющего выхода
обратного включения магнитного стола.
11. Разрешает ручную механическую
подачу по вертикали с помощью винта на голове станка.
12. Включение магнитного стола
13. Отключение магнитного стола
(размагничивание 2 сек.)
14. Включение/отключение насоса СОЖ.
15. Запуск/останов шпинделя.
16. Программирование количества шагов
подачи инструмента.
17. Размер шага (мм).
18. Количество холостых проходов перед
следующей подачей инструмента.
![]() -Запуск программы,
-Запуск программы,![]() -Остановка,
-Остановка,![]() -Включение
энкодера.
-Включение
энкодера.![]() -Сброс
счетчиков.
-Сброс
счетчиков.
![]() -Индикатор аварийного отключения.
-Индикатор аварийного отключения.
![]()
![]()
![]()
![]() -Кнопки управления перемещением.
-Кнопки управления перемещением.
Удержание кнопок направления
порождает продолжительное перемещение в выбранном направлении.
Двойное нажатие на кнопки перемещения
в горизонтальном направлении за период ~ 0,1 сек. (Double Click) Приведет к “залипанию” кнопки
выбранного направления.
Если последовательно вызвать
“залипание” в противоположных направлениях, то по достижении ограничителя
первого направления произойдет переключение на обратное направление и движение
до ограничителя со скоростью ручной подачи. (один раз туда-сюда)
Кнопка ![]() -переход
в окно настроек чистовой обработки.
-переход
в окно настроек чистовой обработки.
Описание элементов управления окна
чистовой обработки.
Чистовая
обработка подразумевает проходы в горизонтальном направлении с различными
скоростями различное количество раз. 1,2,3 – установки скорости и количества
проходов соответственно.
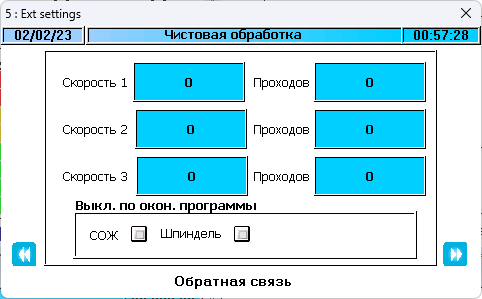
Переключатели
4 и 5 – Поведение насоса СОЖ и шпинделя после завершения программы.
Окно расширенных настроек
В данном окне можно задать скорость
перемещения по горизонтали при ручном управлении (стрелками лево право),
Скорость прямого хода (скорость горизонтального перемещения после подачи на шаг
при выполнении программы ) и скорость обратного хода (возврата).
Скорости прямого и обратного хода
работают до тех пор, пока выполняется основная программа, т.е. пока не
наступила чистовая обработка.

Скорость вертикальной подачи –
количество импульсов в секунду, которые подаются на драйвер шагового двигателя.
(не рекомендуется задавать больше 400 Гц т.к. возможны пропуски при расчете
текущей позиции в мм.)
Ограничения
1. Запуск программы включает магнитный
стол, шпиндель и насос СОЖ.
2. Происходит блокировка кнопок
управления отключением стола, разблокировки удержания вертикальной подачи,
включения энкодера ![]() ,
отключения шпинделя и сброса счетчиков.
,
отключения шпинделя и сброса счетчиков.
3. При включенном шпинделе невозможно
отключить магнитный стол.
4. При АВАРИЙНОМ отключении программа
переходит в режим СТОП, отключается шпиндель и насос СОЖ, прекращается подача управляющих сигналов
на исполнительные устройства за исключением магнитного стола (при снятии
аварийного отключения шпиндель и насос вернуться в положение в котором они
находились до аварии).
Рекомендации по настройке концевых
ограничителей
Используя
индикаторы главного окна 1 и 2 отрегулируйте горизонтальные ограничители таким
образом, чтобы оставался запас свободного хода на инерционное движение.
Используя
индикатор 3 отрегулируйте минимальное безопасное расстояние до магнитного
стола, при котором режущий инструмент не сможет повредить поверхность.
ВНИМАНИЕ
При повороте стола ограничитель требует повторной регулировки !
Работа программы
Для запуска программы после ввода
параметров (кол-во шагов, размера шага, кол-ва холостых проходов, настройки
финишных проходов) необходимо нажать кнопку СТАРТ.Станок
выполнит проход без подачи + количество холостых проходов настроенных ранее
после чего совершит подачу на заданную величину и повторит предыдущий шаг.
Данные действия будут происходить до исчерпания количества шагов, после чего
станок перейдет к финишной обработке детали.
Финишная обработка заключается в
последовательном повторении холостых проходов без подачи инструмента с заданной скоростью
заданное кол-во раз.
По завершении финишной обработки
шлифовальная голова вернется в крайнее правое положение, после чего программа
будет завершена.
Схема подключения

Расположение терминалов устройства
